ترموفرمینگ یا شکلدهی گرمایی پلاستیک
بسیاری از قطعات پلاستیکی از ظروف یک بار مصرف گرفته تا طلق های بسته بندی محصولات و یا حتی داشبورد خودرو به روش ترموفرمینگ ساخته میشوند .
ترموفرمینگ یکی از روشهای پرکاربرد شکلدهی پلاستیک هاست .
در فرآیند ترموفرمینگ ابتدا ورق پلاستیکی گرما نرم ( ترمو پلاست ) آنقدر حرارت می بیند تا نرم و انعطاف پذیر شود، سپس این ورق نرم شده به سمت قالب هدایت شده و روی قالب کشیده می شود و شکل قالب را به خود می گیرد.
ورق ماده اولیه به روش اکستروژن تولید می شود. بسته به ضخامت، ورق اولیه می تواند به شکل ورقه های مجزا یا ورق توپ پیوسته باشد .

فرایند ترموفرمینگ از دو مرحله اصلی تشکیل شده است:
الف) گرمادهی
ب) شکل دهی
الف ) گرمادهی
در این مرحله ورق پلاستیکی گرمانرم ( ترمو پلاست ) آنقدر حرارت می بیند تا نرم و انعطاف پذیر شود.عمل گرمادهی معمولا با استفاده از المنت های حرارتی که یک یا هر دو طرف ورق پلاستیکی و با فاصله ای معین از آن قرار می گیرند، انجام می شود . با توجه به جنس پلیمر و ضخامت ورق میزان گرمادهی می بایست کاملا مشخص و تنظیم شده باشد .
ب) شکل دهی
روش هایی که برای انجام مرحله ی شکل دهی در فرآیند ترموفرمینگ به کار می روند را می توان به سه دسته تقسیم کرد:
1- شکلدهی بافشار هوا
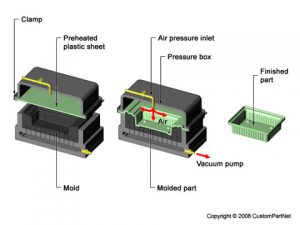
در ترموفرمینگ با فشار هوا از فشار مثبت هوا برای اعمال نیرو بر ورق گرم شده جهت قالب گیری استفاده می شود. یکی از مزیت های این روش نسبت به وکیوم فرمینگ، که از فشار خلا استفاده می کند، این است که در اینجا با محدودیت حداکثر فشار تئوری ( حداکثر ۱ اتمسفر ) که در وکیوم فرمینگ وجود دارد، رو به رو نیستیم. مراحل فرآیند مشابه وکیوم فرمینگ است با این تفاوت که در این حالت ورق با فشار هوا از سمت بالا، به حفره ی قالب می چسبد. البته لازم به ذکر است که برای خروج هوای به دام افتاده میان ورق و قالب، منافذی در قالب تعبیه شده است .
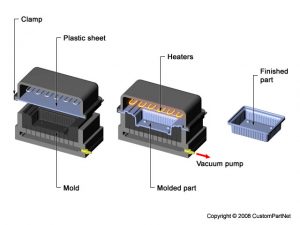
2- شکلدهی با خلا
ورق پلاستیکی اکسترود شده، که حرارت دیده و نرم و انعطاف پذیر است روی قالب حفره دار قرار می گیرد.خلا ایجاد شده و این خلا ورق را درون قالب می کشد و پلاستیک در تماس با سطح قالب که سرد است، سخت می شود .
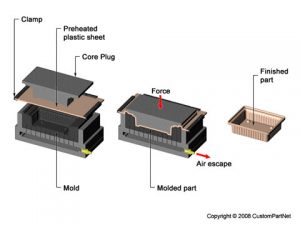
3- شکلدهی مکانیکی
در این حالت ، ورق پلاستیکی گرمانرم به صورت مکانیکی و با نیروی تماس مستقیم شکل داده می شود.در این روش، قسمت مثبت قالب ورق را به سمت حفره قالب یا همان قسمت منفی هل داده و به شکل مطلوب در می آورد .
در نوع ترموفرمینگ مکانیکی خالص، از فشار هوا یا خلا استفاده نمی شود . مهم ترین مزیت این روش ، دقت ابعادی بهتر محصول و دقیق تر بودن جزئیات هندسی ان در هر دو روی قطعه، نسبت به دو روش پیشین است. عیب اصلی ترموفرمینگ مکانیکی این است که در این روش هر دو قسمت مثبت و منفی قالب مورد نیاز است و بنابراین هزینه ی تولید آن از دو روش دیگر بیشتر است .